
Qué es la Pasivación Por qué necesitamos someter a la Pasivación a los Calentadores de Brida
La mayoría de las partes de los calentadores de brida son hechas con acero inoxidable — una aleación que está compuesta principalmente de hierro, carbono y cromo. Entre estos, el cromo es el elemento químico que hace que el acero sea “inoxidable”, es decir, resistente a la corrosión.
El cromo reacciona con el oxígeno presente en la atmósfera para formar una fina capa de óxido —o película de pasivación— sobre la superficie del metal. Cuando se cortan o se pican los objetos de acero inoxidable, esta película de pasivación reacciona con el oxígeno y “repara” la superficie expuesta, previniendo la formación de óxido. Vea la Imagen 1 para observar las ventajas.
La pasivación es el proceso para el tratamiento de los metales con ácidos con la finalidad de remover el hierro libre de la superficie de los metales y para recubrirlo con una capa de protección contra la corrosión y el óxido. Esta capa de pasivación puede dañarse debido al calor o a los químicos por los altos niveles de humedad. Esto pudiera causar la oxidación de las partes de calentador. Por ello, pudiera ser necesario realizar la pasivación con regularidad para prevenir los daños a las partes del calentador.
A pesar de que usualmente se utiliza el ácido nítrico para la pasivación de los productos de acero inoxidable, en tiempos recientes también se utiliza el ácido cítrico. Es más seguro y tiene más ventajas que el ácido nítrico.
- Es más amigable con el ambiente (biodegradable).
- No requiere de equipos especiales de manipulación.
- No emite vapores peligrosos de óxido nitroso.
- It removes only iron (and not other elements) from the alloy.
- Se requieren menos cantidades de ácido cítrico (en comparación con el ácido nítrico) por cuanto el primero es más eficaz en la remoción de la corrosión.
- También puede limpiar y abrillantar el metal.
- Limpieza profunda de la superficie del equipo. Esto remueve los aceites, las grasas y otros depósitos de la superficie.
- Sumergir las partes en la solución de pasivación (usualmente a base de ácido nítrico o de ácido cítrico) por un mínimo de veinte minutos (hasta un máximo de dos horas) dependiendo de la cantidad de corrosión. La solución debe estar a temperatura ambiente o a una temperatura máxima de 160 grados F (alrededor de 49 grados C).
- Una vez que se ha completado el proceso de pasivación, se enjuagan las partes en agua o en una solución de dicromato de sodio (Na2Cr2O7) para neutralizar cualquier resto de ácido en la superficie de las partes y luego se secan.
Pueden tomarse como referencia los estándares industriales ASTM A-380 (acrónimo en inglés para Sociedad Americana de Pruebas y Materiales) y la ASTM A-967 para tener una guía sobre el procedimiento que debe seguirse.
 Luego de la pasivación, se pueden realizar varias pruebas para verificar que la pasivación fue realizada adecuadamente. Estos incluyen la exposición a un rociador con sal durante dos horas o a condiciones con alta humedad durante veinticuatro horas.
Luego de la pasivación, se pueden realizar varias pruebas para verificar que la pasivación fue realizada adecuadamente. Estos incluyen la exposición a un rociador con sal durante dos horas o a condiciones con alta humedad durante veinticuatro horas.
Un método comúnmente utilizado de verificación es la inmersión de las partes de la brida en una solución de sulfato de cobre (CuSO4) durante un periodo de seis minutos y luego enjuagar y examinar las partes de la brida. De haber cualquier color rosado visible, esto indica la presencia de hierro libre. Esto significa que el proceso de pasivación no fue satisfactorio.
A pesar de que los calentadores de brida y los tanques pueden haber sido fabricados con acero inoxidable, la capa anticorrosión del acero inoxidable con frecuencia se daña debido a que la brida del equipo de calefacción y el tanque están constantemente expuestos al agua caliente. En consecuencia, los calentadores de brida necesitan ser sometidos a la pasivación con regularidad para mantener la propiedad no corrosiva del equipo.
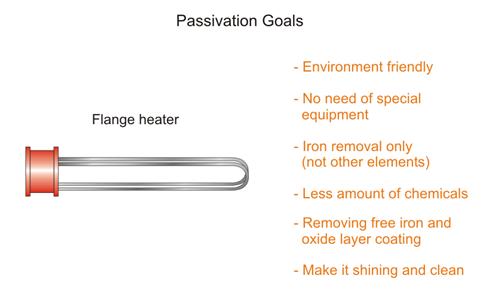
Figure 1