
Cómo Funciona el Liofilizador en la Industria del Petróleo y el Gas
El agua no avisa. Viaja a través de las paredes de las tuberías, se filtra en el aceite lubricante y en las líneas de aire comprimido. Silenciosa y constante, sin previo aviso, ya lleva tiempo actuando cuando finalmente se hace evidente como un problema. La corrosión ya está ahí. Los hidratos ya se están formando. Algo ya ha fallado.
Por eso la humedad se trata con tanta seriedad en esta industria. Y por eso la liofilización, la tecnología que la mayoría de la gente solo recuerda en el contexto del café en gránulos o de la vida útil de las vacunas, resulta ser genuinamente relevante aquí.
¿Qué es la Liofilización y Cómo Funciona un Liofilizador?
El concepto es simple. La liofilización no elimina el agua mediante calor. Primero la congela y luego reduce la presión circundante hasta que el hielo evita por completo la fase líquida y se convierte directamente en vapor. Esa transición, de sólido a gas sin pasar por el líquido, se denomina sublimación, y en eso consiste todo el truco.
La razón por la que funciona se reduce a algo llamado punto triple. El agua no simplemente existe en tres estados. Existe en cada estado solo dentro de un rango específico de temperatura y presión, y el agua líquida tiene el rango más estrecho de los tres. Si la presión se reduce por debajo de aproximadamente 4,58 mmHg, ese rango desaparece. El agua líquida no tiene dónde existir. El hielo lo evita por completo, se convierte en vapor y se libera.
El proceso recibe técnicamente el nombre de liofilización, aunque en el lenguaje cotidiano se suele hablar simplemente de “secado por congelación”. Lo que importa en la práctica es lo que hace posible: extraer la humedad de un material sin que este llegue a tocar el agua líquida, sin aplicar calor significativo y sin alterar su estructura en el proceso. El resultado es un material seco y prácticamente inalterado. Eso es más difícil de garantizar de lo que ofrecen la mayoría de los métodos de secado, y en ciertos rincones del sector del petróleo y el gas, es precisamente lo que exige el trabajo.
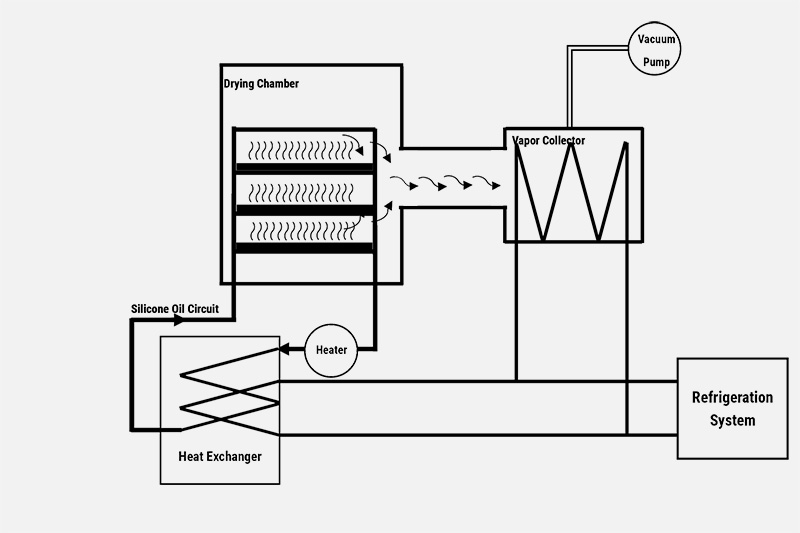
¿Qué Sucede Realmente Dentro de un Liofilizador, Paso a Paso?
La liofilización consta de tres etapas, y sería una falta de respeto hacia esas tres etapas llamarlas iguales.
La congelación es la etapa en la que la gente suele pensar que puede tomar atajos. A primera vista, se trata simplemente de enfriar la sustancia hasta su punto de congelación. Pero eso no es todo. En primer lugar, el material debe alcanzar una temperatura de entre -40 y -80 grados Celsius; una temperatura así de baja es necesaria para que toda la humedad del material se convierta en hielo. Ahora bien, aquí aparece otro detalle importante: ¿con qué rapidez se enfría el material?
Si la sustancia se enfría lentamente, se forma una estructura de hielo sólida y ordenada que se presta bien a la siguiente etapa. Si se apresura el proceso, el resultado son diminutos cristales de hielo obstinados, listos para entorpecer el trabajo durante la siguiente fase del proceso.
¿Dónde Entra Realmente el Petróleo y el Gas en Todo Esto?
Aquí es donde a veces surge la confusión. La industria del petróleo y el gas no liofiliza recortes de perforación ni ejecuta ciclos de liofilización al estilo farmacéutico sobre el crudo. Lo que hace es aplicar la misma física subyacente —vacío, baja temperatura y cambio de fase— a una serie de problemas que todo operador del sector termina enfrentando.
¿Por Qué la Humedad es un Problema Tan Grande para la Industria del Petróleo y el Gas?
La respuesta rápida sería que el agua y los hidrocarburos simplemente no combinan bien.
Cuando las temperaturas bajan en una línea de gas natural, el agua puede acumularse y convertirse en hielo, taponando efectivamente las tuberías. Aún más problemáticas son las moléculas de agua que, bajo determinadas condiciones de temperatura y presión, se combinan con el metano para crear un tapón congelado y obstinado conocido como hidrato de metano. A menudo, la forma más fiable de evitar esta acumulación es utilizar un calentador de tuberías que mantenga la línea por encima del punto de congelación. Estos tapones de hidrato resultan especialmente frustrantes porque resisten casi todos los intentos de eliminarlos, dejando a los operadores sin otra opción que recurrir a tratamientos químicos intensivos o a la despresurización. En definitiva, siguen siendo uno de los quebraderos de cabeza más costosos en las operaciones de tuberías.
Luego está la corrosión. El gas natural que transporta CO₂ o H₂S disuelto se vuelve ácido al entrar en contacto con el agua. Las tuberías se corroen desde el interior. La humedad en los aceites lubricantes desencadena la oxidación, reduce la vida útil del fluido y pone en riesgo real el equipo que ese aceite debía proteger. En los sistemas de control neumático de las plataformas offshore, incluso una cantidad moderada de humedad en las líneas de aire de instrumentación puede provocar fallos en los sensores o el bloqueo de los actuadores en condiciones de frío.
La especificación de humedad aceptada por la industria para las tuberías de gas natural se sitúa en torno a 40 libras por millón de pies cúbicos estándar, es decir, un punto de rocío de aproximadamente -20 grados Celsius. Esa cifra no es una recomendación. Es un requisito contractual y operativo.
¿Cómo Interviene Realmente el Secado al Vacío en la Puesta en Marcha de Tuberías?
Toda tubería nueva pasa por una prueba hidrostática. Se bombea agua a presión para verificar la integridad estructural antes de que la línea transporte gas. Después, toda esa agua tiene que salir. No la mayor parte. Toda.
Después de que los raspadores mecánicos (pigs) eliminan la mayor parte del agua de la prueba hidrostática, la línea se sella y una bomba de vacío reduce la presión interna. A una presión suficientemente baja, la humedad residual —incluida el agua que ha sido absorbida por la pared de la tubería— comienza a evaporarse y a sublimar sin necesidad de calentamiento externo. El proceso continúa hasta que las mediciones del punto de rocío en la salida confirman que la línea está dentro de la especificación, comprobado en el receptor de raspadores con un medidor de punto de rocío.
Cuando se trata de tuberías offshore y submarinas, existe un único método eficaz: el secado al vacío. La elevada humedad ambiental impide el secado con aire caliente, y el costo de un fallo es tan alto que nadie escatima en ese procedimiento.
¿Cuál es el Propósito de la Deshidratación al Vacío en el Mantenimiento de Equipos?
Este es el campo donde el principio de la liofilización tiene más probabilidades de aplicarse, aunque nunca se mencione como tal.
Los sistemas de deshidratación al vacío para la purificación de aceite se utilizan ampliamente en centrales eléctricas, refinerías, plantas de turbinas y otros lugares donde deben funcionar turbinas, sistemas hidráulicos, cajas de engranajes y transformadores. El aceite se calienta, pero sin sobrecalentarse; el proceso obliga a las moléculas de agua a pasar a su forma de vapor. La presión dentro de la cámara del equipo se reduce lo suficiente como para permitir la vaporización del agua, que normalmente requeriría 100 °C, a una temperatura de control mucho más baja. Se produce la condensación. El aceite limpio y seco se recircula.
La física es idéntica a la que ocurre en un liofilizador. Se reduce la presión y, con ella, el punto de ebullición del agua, para separarla del sustrato. Una unidad típica opera entre 26 y 30 pulgadas de mercurio, extrayendo simultáneamente el agua disuelta, emulsionada y libre.
¿Por qué importa tanto esto? Porque la contaminación por agua, incluso en concentraciones de apenas 200 a 500 partes por millón, basta para acelerar la oxidación en los aceites lubricantes. Ese tipo de degradación se acumula silenciosamente, y cuando el equipo finalmente muestra las consecuencias, la ventana de mantenimiento normalmente ya ha pasado.
¿Cómo se Compara la Liofilización con la Deshidratación por Glicol en el Procesamiento de Gas?
Vale la pena ser directos en este punto. Para la deshidratación continua de gas natural en flujo a gran escala, la absorción con glicol —específicamente trietilenglicol o TEG— es el estándar de la industria. El gas húmedo entra en contacto con el glicol en una torre de contacto, el glicol absorbe la humedad, y el glicol húmedo se regenera en un reboiler para volver a recircularse. Es un método bien conocido, rentable a gran volumen y probado durante décadas en el procesamiento de gas.
La liofilización y el secado basado en vacío no pretenden sustituir ese método. Operan en un espacio diferente: sistemas cerrados, volúmenes fijos y situaciones en las que el material que se está secando no puede simplemente pasar por una torre de contacto. Secciones de tubería antes de la puesta en marcha. Lotes de aceite lubricante en un sistema de purificación. Recipientes que deben alcanzar una especificación de humedad muy baja antes de transportar cualquier sustancia reactiva.
La diferencia de costo es real. El equipo de liofilización cuesta aproximadamente tres veces más que los sistemas de secado convencionales comparables, y el consumo de energía es considerablemente mayor. Para aplicaciones de precisión donde esos costos se justifican por las consecuencias de un error, esa relación tiene sentido. Para la deshidratación de gas de alto rendimiento, no la tiene.
¿Qué Deberían Aprender Realmente de Esto los Ingenieros y Operadores?
La liofilización no es algo exótico en esta industria. Es la lógica subyacente del secado de tuberías al vacío, de los sistemas de purificación de aceite y de la forma en que los operadores protegen el equipo que no pueden permitirse reemplazar con poco margen de tiempo. En términos de física: reducir la presión, eliminar la fase líquida y extraer la humedad sin dañar lo que se está secando.
Los operadores que comprenden esto tienden a tomar mejores decisiones sobre los plazos de puesta en marcha, sobre cuándo vale la pena purificar un lote de aceite en lugar de sustituirlo, y sobre qué método de secado se ajusta a cada aplicación. La humedad nunca es un problema menor en esta industria. Tratar las herramientas creadas para gestionarla como una nota al margen es un error que vale la pena corregir.
Wattco ofrece soluciones de calefacción de ingeniería que permiten un control de temperatura preciso en procesos exigentes, incluidas las aplicaciones relacionadas con la liofilización y las operaciones de petróleo y gas. Explore nuestra gama completa de productos para encontrar el sistema de calefacción adecuado para sus necesidades de rendimiento y fiabilidad.