
Nettoyage à l’huile pour l’industrie de traitement
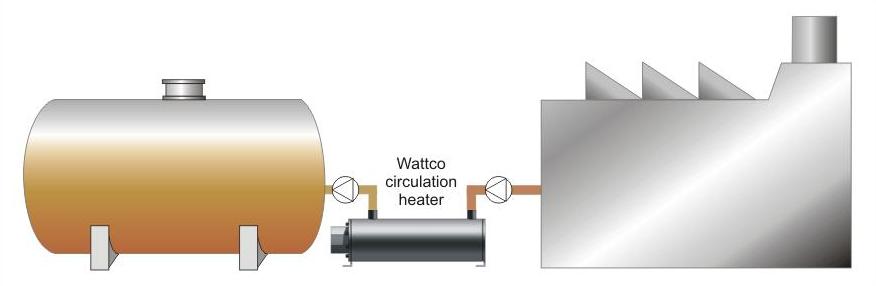
Figure 1 : Réchauffeur de fluide à circulation pour l’industrie de traitement. Des thermoplongeurs sont également utilisés.
Viscosité et température
Au cours du nettoyage à l’huile, l’ingénieur ou le technicien doit surveiller attentivement la viscosité de l’huile. Il est essentiel de déterminer la bonne viscosité pour effectuer un nettoyage à l’huile dans l’industrie de traitement.
La viscosité de l’huile doit être faible afin que cette dernière puisse circuler aisément dans le système nettoyé. Cela s’avère particulièrement important dans des situations où un chauffage approprié n’est pas possible en raison des conditions ambiantes (ex : des orages).
Cependant, l’ingénieur des procédés doit être attentif au fait que la viscosité ne soit pas à son niveau le plus bas.
Si une huile avec une faible viscosité est utilisée, le nettoyage ne s’effectue pas correctement à l’intérieur du tuyau car l’huile n’est pas en mesure de transporter les particules ou les contaminants jusqu’au filtre.
La température de l’huile est également très importante car une huile dont la température est plus élevée aide à éliminer la poussière qui s’est combinée avec de la graisse. Une température typique mais utile pour le nettoyage à l’huile se situe entre 50 et 60°C car elle permet de créer un flux turbulent (le nombre de Reynolds souhaité est d’environ 3.000) nécessaire pour cette application. Notez également que cette plage de températures permet d’éviter l’oxydation. Une température plus élevée (environ 80°C) est envisagée lorsque l’huile doit être jetée après l’opération de nettoyage ou lorsque de l’huile ayant une viscosité élevée est utilisée.
Sélection des éléments chauffants pour le nettoyage à l’huile
Pour l’industrie de traitement des thermoplongeurs, des thermoplongeurs à bouchon fileté et des thermoplongeurs à bride sont adaptés pour le nettoyage à l’huile. Ces éléments chauffants utilisent une méthode d’immersion directe hautement efficace où la chaleur est appliquée à l’huile. Les thermoplongeurs sont équipés de dispositifs et de circuits destinés au contrôle de la température.
L’ingénieur de procédés applique ses connaissances et fait preuve de sagacité au moment de sélectionner et d’installer des thermoplongeurs. Un thermoplongeur à bride est installé en étant vissé à une bride correspondante, elle-même soudée au niveau de la paroi ou de la buse du réservoir.
Des thermoplongeurs à bouchon fileté sont directement installés dans la cuve ou dans le réservoir (qui dispose d’une ouverture filetée).
La fabrication de l’élément chauffant et de ses composants (par exemple le matériau de la gaine) est importante dans le cadre du nettoyage à l’huile. L’ingénieur de procédés doit choisir un matériau pour la gaine basé sur : 1) la viscosité, 2) la densité spécifique et 3) les propriétés corrosives de la solution chauffée, ainsi que sur 4) les propriétés de résistance à la corrosion.
La sélection du bon élément chauffant dépend également des exigences en termes de chaleur ou de watts, des tailles des brides, du nombre d’éléments, de la puissance en kilowatts et des boîtes à bornes.