
What is Passivation? Why do We Need to Passivate Flanged Heaters?
Most of the parts of flanged heaters are made of stainless steel—an alloy that is mainly comprised of iron, carbon, and chromium. Of these, chromium is the chemical element that makes the steel “stainless” i.e., resistant to rust. Chromium reacts with the oxygen in the atmosphere to form a thin oxide layer—or a passive film—on the surface of the metal. When stainless steel objects are cut or scratched, this passive film reacts with oxygen and “repairs” the exposed surface, preventing the formation of rust. See Figure 1 for the advantages.
What is Passivation?
Passivation is the process of treating the metal with acids in order to remove the free iron from the surface of the metal and coat it with this corrosion-preventing oxide layer. This passive layer gets damaged through heat or chemical damage due to high humidity levels. This may lead to rusting of the parts of the flanged heater. Therefore, passivation may need to be regularly performed to prevent damage to the parts of the heater.
Though nitric acid is usually used to passivate stainless steel products, in recent times citric acid is being used. It is safer and has many advantages over nitric acid.
- It is more environment friendly (bio-degradable).
- It does not require special handling equipment.
- It does not emit harmful nitrogen oxide vapors.
- It removes only iron (and not other elements) from the alloy.
- Lesser quantities of citric acid are required (as compared to nitric acid), as the former is more effective at removing the corrosion.
- It can also clean and brighten the metal.
Though the amount of acid, temperature, and duration of the passivation process depend on the type of alloy being processed, the process of passivation usually involves the following steps:
- Thoroughly clean the surface of the flanged heater, or other equipment. This removes oils, greases, and other deposits from the surface.
- Immerse the parts in a passivation solution (usually nitric-acid or citric-acid based) for a minimum of twenty minutes (up to a maximum of two hours), depending on the amount of corrosion. The solution should be at room temperature or at a maximum temperature of 160 deg. F (about 49 deg. C).
- Once the passivation process is completed, rinse the parts in water or a solution of sodium dichromate (Na2Cr2O7) to neutralize any remaining acid on the surface of the parts, and then drying them.
 Since passivation involves the use of acids, it should be performed only by trained personnel who have experience with industrial heating, using these acids, and who have taken adequate protection such as using rubber gloves, boots, and other equipment to maintain safety during the operation. One can reference industry standards ASTM A-380 and ASTM A-967 for guidance on the procedure to be followed.
Since passivation involves the use of acids, it should be performed only by trained personnel who have experience with industrial heating, using these acids, and who have taken adequate protection such as using rubber gloves, boots, and other equipment to maintain safety during the operation. One can reference industry standards ASTM A-380 and ASTM A-967 for guidance on the procedure to be followed.
After passivation, various tests can be performed to verify whether passivation has been properly performed. This includes exposure to a salt-spray for up to two hours, or high humidity conditions for twenty-four hours.
A commonly-used method of verification is to immerse the flange parts in a copper sulphate solution (CuSO4) for a period of six minutes and then rinse and examine the flange parts. If there is any pink color visible, it indicates the presence of free iron. This means the passivation process was not satisfactory.
Even though flange heaters and tanks may be made of stainless steel, the non-corrosive coating of the stainless steel often gets damaged because the flange heating equipment and the tanks are constantly exposed to hot water. Thus, flanged heaters need to be regularly passivating heater to maintain the non-corrosiveness of the equipment.
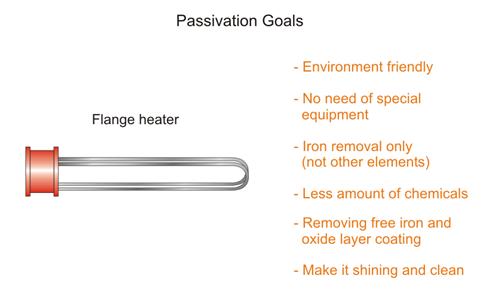
Figure 1