
Welding Techniques Used in Heating Elements for Electric Heaters
Electric immersion heaters provide a vital source of heating in industrial applications by quickly raising the temperature of the heating medium. Their robust, compact, and uncomplicated design makes them a method of choice whenever industrial heating requirements arise.
Immersion heaters are efficient, economical in terms of initial investment and total cost of ownership. As well as offering a fast method of heating the fluids in tanks and vessels. They can directly heat the fluid by inserting the immersion heater in the vessel with direct contact with the fluid. 
Alternatively, immersion heaters can use an indirect heating mode where a secondary heat transfer loop in the vessel heats up the heat transfer fluid. This heats the fluid in the tank through an inline heat exchanger. This indirect method of heating is usually preferred where the fluid to be heated is detrimental to the heating element or the sheath element of the immersion heater.
In the direct method of immersion heating, the fluid reaches the desired temperature quickly. It can accurately maintain that temperature for longer periods of time.
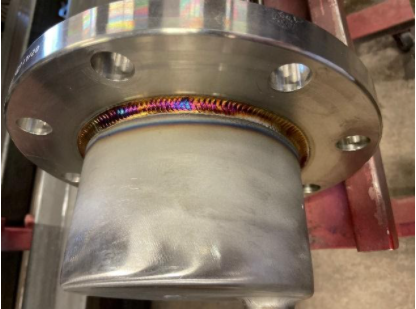
Made of heating elements encased in the sheath material molded in the shape of a bundle the immersion heater can either be screwed on the side of the vessel or have the flange mounted based on application nature.
How immersion heaters work and the role of heating elements?
Immersion heaters are Joule heaters where heat is generated through ohmic resistance effectively converting the electrical energy to heat energy through the resistance of the heater element. As such, they are encased in sheath metal to protect the heating element from the process fluid. When looking at the immersion heater there are certain aspects one must be aware of, these include:
- Sheath material
- Enclosure
- Heating element
- Power density and wattage
- Applicable temperature range.
Sheath material plays a particularly key role in the longevity of the immersion heater and wrong selection of sheath material can result in failure within hours in rare cases. Usually, copper is used for clean water service while steel is used for higher temperature applications up to 750˚F in oil, alkaline cleaning solutions, wax, asphalt, and tars (petroleum).
SS 304 is used for temperature applications up to 1200˚F in corrosive liquids, food processing liquids, soap, process water in cooling towers and reactors and hospital equipment. Incoloy is used for temperatures up to 1500˚F in cleaning and degreasing solutions, plating, and pickling solutions.
The most common heating element materials are alloys. This is because the individual metals are unable to withstand elevated temperatures and thermal stresses. A common combination is an alloy of nickel and chrome also known as Nichrome. Nichrome is 80% Nickel and 20% chrome.
The tubes have magnesium filled in annular space between the heating element and the sheath material to function as an insulator. The composition of the heating element is determined by the material or fluid to be heated. For example, low alloy steel heater elements are used for the heating of oil, and stainless-steel heater elements are used in the brewing process.
Welding Techniques Used in Heating Elements for Electric Heaters
 The most used heating element alloy is Nichrome due to its high electrical resistance and ability to form a chromium oxide layer on first heating which acts as a corrosion protection layer.
The most used heating element alloy is Nichrome due to its high electrical resistance and ability to form a chromium oxide layer on first heating which acts as a corrosion protection layer.
Alloys and welding processes
Nichrome has a remarkably high melting point of about 1400˚C. Also, important to note is that the melting point is dependent on the composition of the alloy. Nichrome A, which is 80% nickel and 20% chromium, has a melting point of 1400˚C. While Nichrome C, which is 60% nickel and 16% chromium, has a service temperature of 1000˚C but both alloy types offer equivalent corrosion resistance.
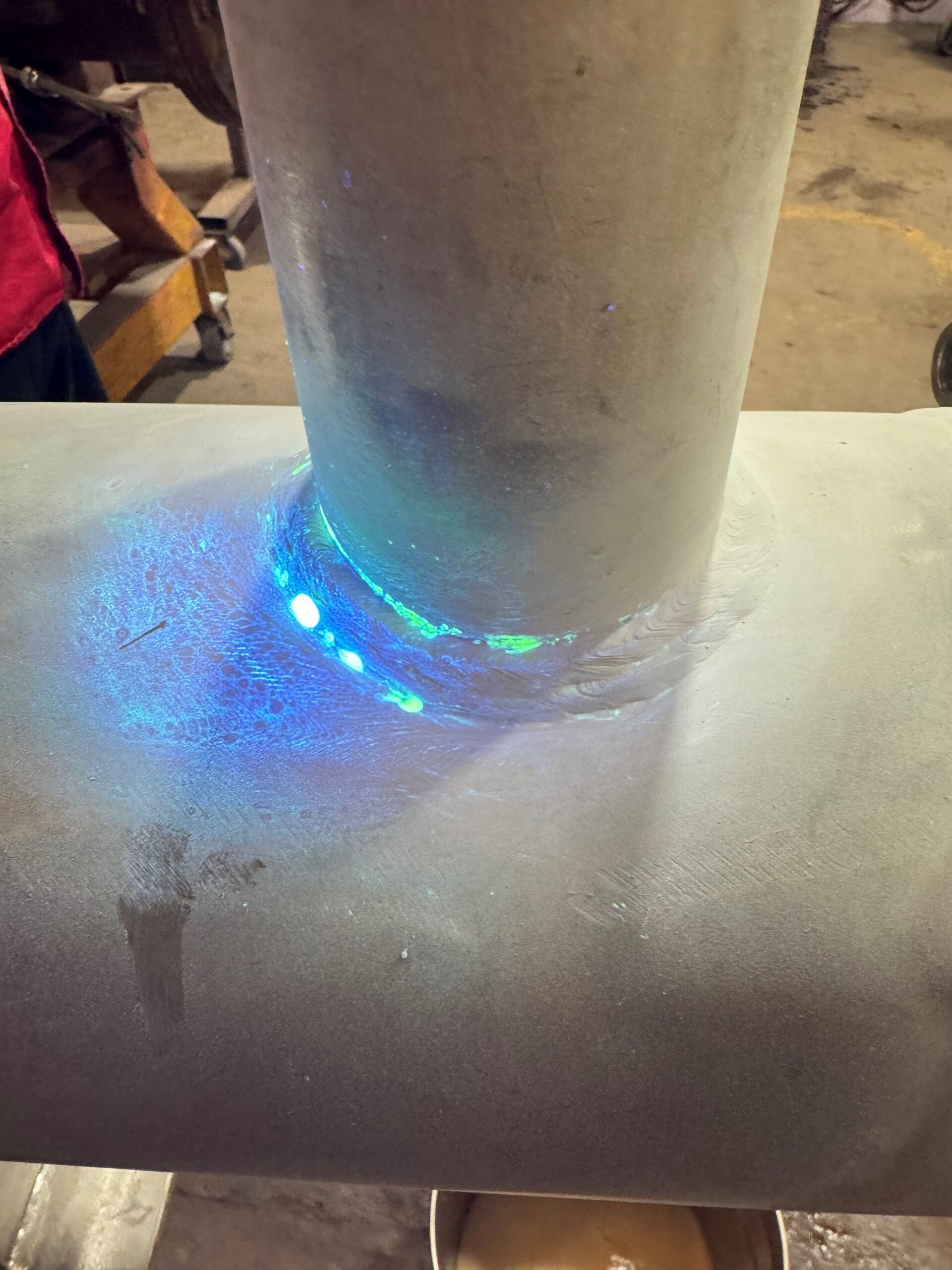
TIG or Tungsten inert gas welding or Gas tungsten arc welding (GTAW) is the welding process that ensures a high-quality weld using direct current. Soldering or brazing is another cost-effective method of joining the alloys at a temperature of around 350˚C.
Due to the low thermal conductivity of nickel alloys like Nichrome, the heat buildup is quick, so the technique is to cool between beads or passes and clean the surface before welding and passes to prevent build-up of slag. The tungsten filler wire in GTAW should be well shielded with argon to avoid oxidation. The elevated temperature brazing or silver solder of Nichrome with stainless steel is possible but usually soft solder is not possible due to the presence of an oxidation layer in both alloys.
Hastelloy
Another heating element material is Hastelloy. Hastelloy is an alloy of nickel, molybdenum and is the preferred material for corrosive environments. This is due to its outstanding resistance to reducing agents and oxidizing agents. As well, the inclusion of molybdenum gives it a high melting point.
The welding of Hastelloy is like welding an SS316L material and GTAW or TIG is the preferred method either manually or automatically with orbital welding equipment. In the majority of the applications, the Hastelloy products are used in a welded condition with no post-weld heat treatment like full solution annealing or stress relief not required, unlike metals.
Stainless Steel 316L
Stainless steel 316L is another cost-effective heating element material. The preferred welding method depends on the thickness of the part. For most common heating element fabrication applications, TIG or GTAW are used while shielded metal arc welding or SMAW is a more cost-effective method for part thickness > 5mm. Sometimes it is common to see root pass done by GTAW and welding completion or filler passes completed by SMAW to get the best of both worlds.
Titanium
 For challenging applications in terms of temperature and aggressive fluid properties sometimes titanium is also used for heating elements. However, titanium has properties that make it difficult to weld, these include lower density than most metals and low elasticity and low ductility.
For challenging applications in terms of temperature and aggressive fluid properties sometimes titanium is also used for heating elements. However, titanium has properties that make it difficult to weld, these include lower density than most metals and low elasticity and low ductility.
Usually, TIG is the preferred method of choice with 99.99% pure argon to be used as shielding gas because titanium is readily reactive. Shielding is of paramount importance when welding titanium to protect weld puddles from atmospheric contamination which can result in weak and low-quality welds.
Other welding processes that can be used are electron beam welding (EBW), resistance welding (RW), plasma arc welding (PAW), and friction welding (FRW).
In recent years, electron beam welding has gained popularity due to its cost-effective nature in welding titanium where high-velocity electron beam joints the two metals together. The beam generates intense heat when it meets metal thus fusing the two metal parts together.