
Case Study of Using the Immersion heaters for Indoor Paraffin Effluent Sumps
 Introduction
Introduction
Indoor Sumps are common accumulators. They are built as part of a building or a civil structure to store effluent water contaminated with oil, grease, paraffin(wax) and other contaminants.
The purpose of collecting the water in the sump is two-fold. The first is to separate oil from water and the second is to let the contaminants collect at the basin of the sump. If the sump is part of an open circuit the effluent water is released into the municipal sewage system. Then the contaminants are kept in the sump and not released outside.
Maintenance
Maintenance at defined intervals removes these contaminants and paraffin in a responsible manner. The other scenario is that the sump is stand-alone or connected with other stand-alone sumps and is not connected with the municipality sewage water disposal network. This kind of arrangement is preferred where the paraffin content of the effluent water is high and the presence of heavy metals like Arsenic (As), Chromium (Cr), Mercury (Hg) and Lead (Pb) is on a higher side.
The paraffin content congeals and forms deposits in the sumps. This accumulation eventually builds up and reduces the capacity of the sump. It also catches heavy metals and leaks in the sump walls can occur if integrity tests are not performed annually. These tests identify and rectify any leakages. This results in contamination of the ground around the sump eventually leading to the contamination of the underground aquifers. This case study studies the utilization of the immersion heaters to heat the sump thus reducing the coagulation of the paraffins.
Setup and Installation
The general set up is a 300-liter underground tank or a sump with two compartments as shown in figure 1, the effluent water containing hydrocarbons (oil, paraffin and contaminants) comes from a 2” inlet.
The walls of the sump are made of concrete with the crevices and joints seals with epoxy to prevent the sump fluid from egressing into a nearby aquifer. In the first compartment, the separation of oil from water occurs based on gravity separation and the oil with paraffin floats at the top. As the water level increases the oil is drained into the second compartment where further separation occurs, and oil is removed through hydro vac if the sump or connections of sumps are operating in a closed-loop.
The sump heater not only serves the purpose of preventing the coagulation of paraffins, but it also serves the purpose of heating the drain line. This is particularly important in arctic regions or areas with permafrost to clear the drain line and drain fittings free of ice.
The location of installation is also important because the convective heat transfer needs to be near or around the entrance of the drain. If the location is further away it will reduce the effectiveness of ice prevention. However, it is worthwhile to mention is that this is not a particular requirement for prevention of the paraffin accumulation.
To prevent paraffin/wax accumulation the heater element should be located above the sump floor and always immersed in water. Paraffins/wax being primarily colorless odorless solids are byproducts of petroleum extraction and are hydrocarbons which makes them insoluble in water and being lighter than water, it floats at the top. While installing the immersion heater for prevention of paraffin accumulation and formation of ice, the immersion heater in the first compartment is for the former and the immersion heater in the second compartment is for the latter.
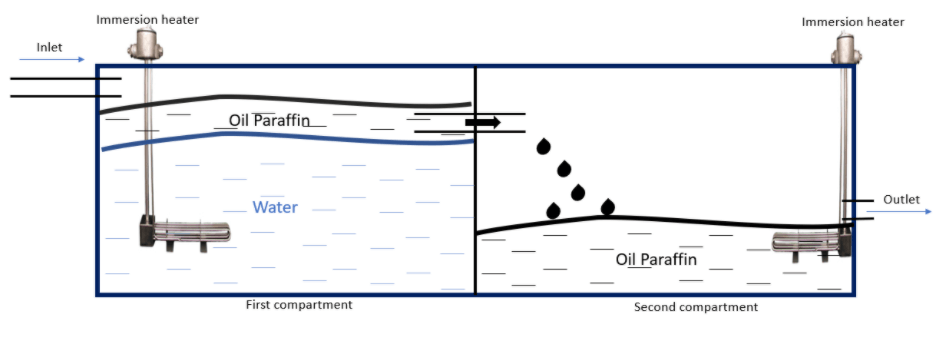
Figure 1: Typical Setup
Selecting the right immersion heater
Let us size up the heater element for this application. The target temperature is between 38 ˚C -40 ˚C to keep the Paraffin in liquid form.
Boiling point of Paraffin= 370 ˚C
Initial temperature of the tank=10 ˚C
Melting temperature of Paraffin= 37 ˚C
Required power = Volume of tank X 4 X (Differential temperature)/3412
= (300) X 4 X (37-10)/3412
= 9.49 KW
So, we will select the 10 KW; over the side tank single pole heater with 316SS sheath material and NEMA 4 electrical enclosures.
To calculate the time, it will take the heater element to warm up the paraffin laden water will be found by dividing required power as calculated above by the heater element rating i.e. 10 KW
Time to heat the sump=T= 9.49/10
=0.95 hrs.
An over-the-side tank heater is selected because it is an underground tank so easy maintenance is important and if there was no immersion heater installed in the original setup it helps retrofit the older sumps. 316SS will provide adequate corrosion resistance against H2S (hydrogen sulfide) in the oil.
Selection of the sheath material plays a particularly important role in the reliability and longevity of the immersion heater. While copper can also be used for this application and 304 Stainless steel will give better results compared to the copper sheath, 316 stainless steel is the best sheath material. Although selecting sheath material is not complex some literature review needs to be done selecting the best sheath material for the application.
Conclusion
The case study investigates the possibility and considerations that are required to heat an effluent sump that collects paraffin and oil-laden water and sizes up an immersion heater for a real-life situation. By adequately heating the underground sump one case saves on the expensive remedial costs that are associated with the overflows of the sump when clogged with the deposits of the paraffins thus reducing its capacity and blockage of drain outlet by the formation of ice in an unheated sump.
The immersion heaters provide an inexpensive way of heating the sump compared to other contemporary solutions like sump heat exchangers or heat exchangers that come with separate oil-water separation systems. It is also relatively less maintenance intensive if enclosures and sheath materials are chosen correctly, and heater element rating is selected correctly. If the element does need a replacement over-the-side immersion heater provides the flexibility of changing the immersion heater from the surface with less downtime.